去年有个老板跟我吐槽:花50万上了一套MES,车间装了大屏,红红绿绿的图表好不热闹。结果客户投诉来了,该翻纸记录还是翻纸记录;换模还是老师傅凭手感反复试射,半天下来废了两三百个样件;设备半夜一停,第二天全厂抓瞎。他说:“这哪是MES,就是个会发光的包袱。”
这话扎心,但真实。
聚焦到注塑行业,传统车间的痛点更为具体:“计划”与“生产”严重脱节——ERP排产计划下达后,生产进度、设备状态、物料消耗等信息无法实时反馈;工艺参数存储在老师傅的电脑甚至脑子里,换一副模具就相当于“重新考试”;质量检验通常停留在最终抽检,一经发现问题,不良品可能已大量产生;非计划停机频发,一个高端订单的交期随时岌岌可危。
而微缔软件基于十余年深耕模具及注塑行业的know-how,正在这个领域交出不一样的答卷。其MES系统以“工艺标准化、过程透明化、管控精细化”为目标,从传统的数据采集和展示,走向更深层的工艺自优化与预测式管控。下文将从自助追溯、工艺自优化、预测式维护、工厂级调度四个维度,记录注塑MES从“追责工具”演化到“自优化大脑”的全程实战。
去年夏天,某汽车塑料件厂的客户投诉一批产品存在密封性问题,要求召回整批次。放在以前,这是一道很难“解得开”的题——手写记录翻三天,也未必找得到原文。这家企业已经部署了微缔MES系统。
质检员拿起扫描枪,对准产品外箱上的二维码,屏幕秒级弹出了一个完整的“生命周期履历”。系统不仅能看到原料批次、生产机台、当班操作员,还能调出那一模生产时刻的温度、压力、注射速度等上百项工艺参数——因为这些数据通过微缔MES与注塑机控制器的直接连接实现了实时自动采集。
质量团队经过对比分析,发现某台注塑机的保压时间在连续生产过程中出现了细微但持续的漂移。问题锁定时间从原来数天甚至“无限期停留在猜测阶段”,压缩到了以“分钟”为单位。客户端投诉分析报告和整改方案在48小时内完成提交。
问题的深层价值在于:微缔MES构建的是“工件-工艺-物料-设备-人员”五维关联追溯链。一个二维码或一串ID背后联动的不是孤立的报表,而是整个生产过程的数字指纹。
一句话总结:真正的追溯,不只是知道你“用了谁的料”,还要让你在几秒内精确还原当时的温度曲线、压力曲线——那一瞬漂移的数据,可能就是一个批次召回的源头。
如果说追溯解决的是“出了事怎么办”,工艺自优化的目标就是“从源头上不让它出事”。
停一下——有人在问:参数都保存在电脑里了,算“自优化”吗?不算。只保存不调用,参数库就像一本没人翻的字典。微缔MES的真正区别在于“活化”了这套知识。
以微缔MES内置的工艺参数库为例,经过CAE模拟和现场验证的最佳参数(如注射速度、保压压力、料筒温度等)都进行云端统一管理。技术员换上新模具时,不需要“凭手感”从头摸索,系统将参数包一键下发至对应注塑机,同时设置权限锁定关键参数,切断工人随意修改的可能。这种模式把一位退休工程师几十年的“手感”,变成了所有车间都能共享的标准化工作指南。
更大的价值在于实时纠偏。注塑精度的微妙之处经常出在外行人看不到的角落:原料批次间微小的物性变化、车间日夜温湿度的自然波动、液压油连续运转十几个小时后性能下降……这些扰动都可能导致质量偏离最优曲线。微缔MES通过与注塑机控制器的实时数据交互,将标准工艺窗口与实际曲线进行同屏比对,任何异常偏移都能第一时间发出警报。某刹车片企业在微缔MES与工艺质量模型的辅助下,在关键工序设置了187个工艺监控点,当保压时间出现0.5秒偏差时系统立即触发自动补偿,产品不良率从3.2%降至0.8%。
一句话总结:工艺自优化的本质,是把车间里的“好手艺”沉淀为系统的“标准作业程序”,让经验从部分人脑子里走进所有人的流程里。
单台核心注塑机突发的非计划停机,有时对整个订单交付具有一票否决权。
传统的逻辑是“坏了再修”:半夜液压油泄漏→停机→维修团队到场→排查诊断→找备件……一个高端订单的交期就在这场追逐战中变得岌岌可危。而预测式维护的逻辑完全不同——在问题发生之前,就对故障概率给出估算和预警。
微缔MES系统可以通过物联网技术实时监控设备运行数据,并在此基础上建立科学的预警规则。例如,当系统检测到模具温度在连续5模次中呈现上升趋势(即使尚未超出常规阈值),就会提前向管理人员发出预警,提示可能存在的冷却水路堵塞风险。
这里的核心价值在于“时间窗口”:因为有足够的时间和数据依据,车间可以安排在批次衔接的间隙进行有针对性的检查和预防性更换,把一次潜在的“大停机”消解为一次30分钟的例行维护。从年维度看,这类非计划停机事件的发生频率可以被系统性压低。
一句话总结:预测式维护让注塑车间从“坏了才知道修”走向“快坏的时候就修好了”,在产线最忙碌的时候,它反而是最安静的。
有人认为MES的核心就是“把设备管好”。但设备再好,排产决策不合理,一样救不了急。
注塑行业的排产复杂度是显著的:多品种、小批量、频繁插单、模具与设备匹配约束多样,生产计划变更的概率极大。传统模式里,车间主任需要一个下午在纸质表格、经验记忆和设备实况之间不断推演,加班排出一个勉强可行的计划,仍然难以避免后续的频繁调整和“救火”。
微缔MES的方案是将设备实时状态、模具寿命、原料库存、订单紧急度等多维变量统一纳入排产算法模型,自动生成最优工序机台计划,并将任务精准派发至每台设备。某汽车塑料件厂实施微缔类似的MES应用后,模具准备时间从45分钟压缩至8分钟,设备利用率升至92%;苏州奔腾塑胶公司在部署后,生产效率提升15%以上,模具交期达成率提高10%以上。
这种能力换一个角度看:把它放在市场竞争的语境里,一家注塑厂接到一个紧急插单需求时,可以基于算法在几分钟内给出有依据的交付日期承诺。这不仅关乎效率,更关乎客户的核心信任。
一句话总结:车间主任把从前花在手动画表格上的时间,还给了真正需要他微观判断的现场。
所有数字化工具都面临一个最终的检验:人,是否愿意用它。
微缔MES给出的部署路径是灵活的,不用一口吃成胖子。从关键产品、关键机台的实时监控与质量追溯切入,快速验证价值,再逐步扩展。在操作员一侧,通过车间终端扫码触发数据上报的流程被设计成简化交互,工人在最短的点击路径内就可以完成工序报工与异常触发。在管理层一侧,电子看板不再是“参观装饰”,而是用来实时监控OEE、生产进度、设备异常——管理者即便在外出差也可以通过移动端查收预警,及时调度资源。
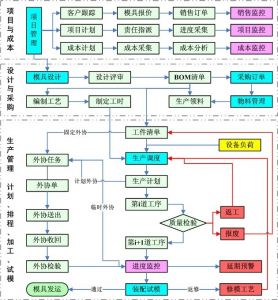
微缔MES的核心集成架构是:以MES作为中枢,向上对接ERP接收生产指令,中间集成SCM、CRM、PDM、CAPP、APS等内外管理系统,向下对接PLC、传感器、注塑机与各种自动化装备。这个架构决定了一个注塑厂不需要靠“人肉匹配”打通不同系统的数据集,数据和指令可以在架构层面被标准化地流动。
中国注塑领域MES渗透率目前依然有限,但行业门槛正在上升——越来越多的下游客户开始将“能否秒级追溯”“能否提供实时质量监控”纳入供应商准入条款。不上MES带来的不是一个技术落后的问题,而是订单被拒之门外的现实。
微缔软件的策略价值在于:它不是提供一套“通用MES”然后让注塑厂自己适配——它用十余年在模具制造、精密零部件和汽车零部件领域的行业实践,将车间真实需要的工艺参数管理、设备物联、全流程追溯和质量预警等能力,做进了系统的底层设计里。
回到文章开头那个故事。老板后来对车间主任说了一句实在话:“屏幕好不好看,我不在意。我在意的是大半夜不接到‘机台又停了’的电话,在意的是客户投诉时我们能交出一份不丢脸的核查报告。”
最好的MES,不是一个聚光灯下的华丽大屏——而是它正常运转的那一天,车间里最安静、最稳定、最没有“救火”现场的那一天。
更多MES系统 模具管理软件 零部件MES 机加MES MES系统
注塑MES http://videasoft.com/hangyexinwen/1036.html 电子MES
模具运维管理,模具全生命周期管理 涂装线MES
下一篇:暂时没有了