模具行业MES-M
模具管理软件丨模具MES丨模具生产管理系统丨模具制造管理系统丨模具MES系统

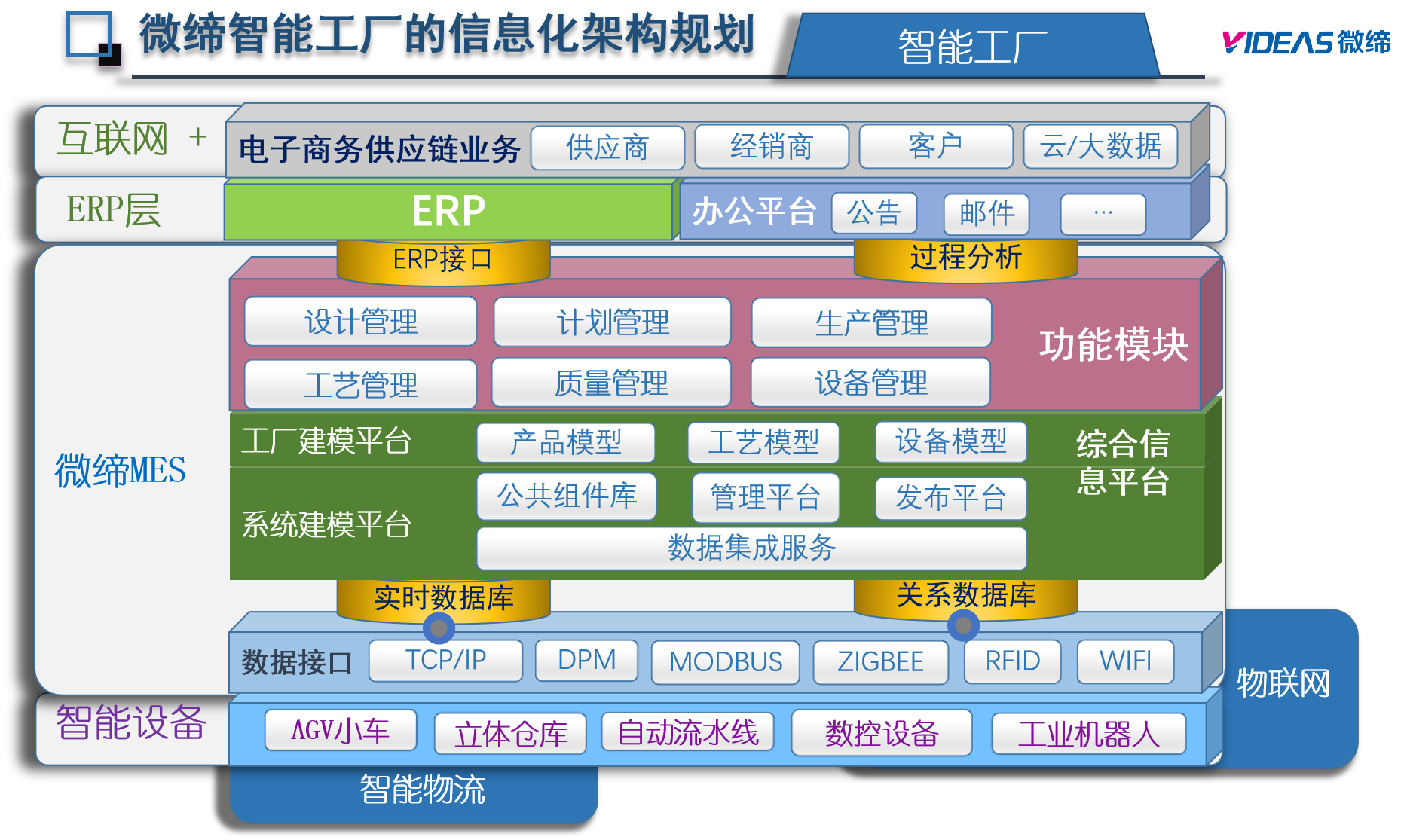
我们为客户提供一站式智能工厂整体解决方案
注重员工才能的发挥与
价值体现,为客户持续
提供实用易用产品服务,
实现公司长远稳定。
务实 创新 专业 服务
公司远景目标:通过管理信息化物联网模式,
帮助制造企业构筑智能工厂,实现智能生产模式。
为客户的发展实现公司价值,
并与员工,股东和客户以及
社会共同分享公司利润 与价值。
一切以客户利益为主
一切以客户需求为主
一切以客户满意为主
领先的平台化
可配置的行业化模具管理产品
围绕模具,汽车零部件,
电子及机械装备等产业链
提供工业软件模具管理产品与服务

10年行业经验
技术团队占比
服务保障条例
合作客户数
助力中国制造企业迈向智能制造新时代